




【48812】王子初2024年一建机电精讲课考点:焊接办法和焊接工艺
 来源:
来源: 阅读次数:110
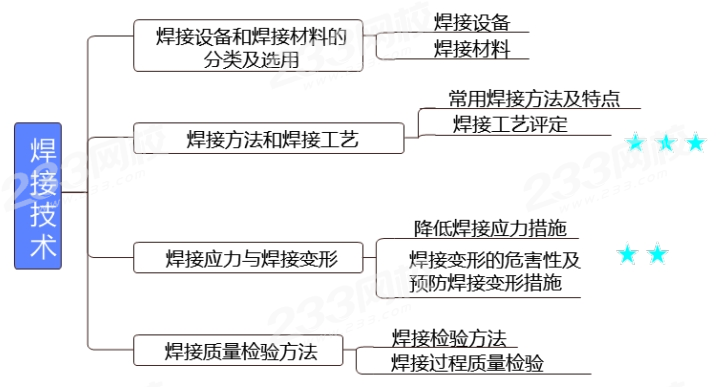
阅读次数:110【本知识点所属章节】第二章机电工程专业方面技能——2.3焊接技能——2.3.2焊接办法和焊接工艺
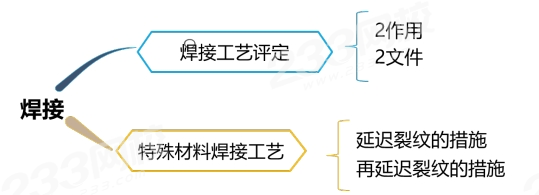
1)20HIC恣意壁厚均需求焊前预热和焊后热处理,以防止推迟裂纹的发生。若不能及时热处理,则应在焊后当即后热200~350℃保温缓冷。后热即可减小焊缝中氢的影响,下降焊接剩余应力,防止焊接接头中呈现马氏体组织,然后防止氢致裂纹的发生。

铝及铝合金焊接坡口及其邻近各50mm-化学办法或机械办法去除外表氧化;丙酮-去除油污.
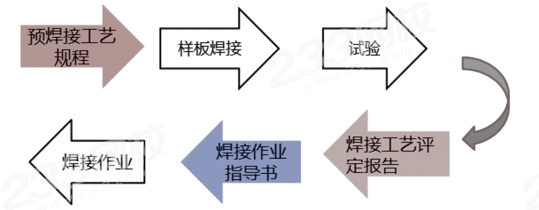
●验证施焊单位拟定焊接工艺的正确性,并鉴定施焊单位在约束条件下,焊接成合格接头的才能。
●根据焊接工艺鉴定陈述编制焊接作业辅导书,用于辅导焊工施焊和焊后处理作业,一个焊接工艺鉴定陈述可用于编制多个焊接作业辅导书。一个焊接作业辅导书能够根据一个或多个焊接工艺鉴定陈述编制。
A.在焊接结构刚性大、接头应力高、焊缝易发生裂纹的晦气情况下,应考虑选用比母材强度低的焊条
D.在狭小或通风条件差的场合,在满意使用性能要求的条件下,应选用酸性焊条或低尘焊条
1)应采纳①焊条烘干、②削减应力、 ③焊前预热、④焊后热处理、⑤严格执行焊后热消氢处理的工艺。
2)对易发生焊接推迟裂纹的钢材,焊后应及时进行热处理。当不能及时进行热处理时,应在焊后当即均匀加热至200~350℃,并保温缓冷
3)削减焊接应力,合理地组织焊接次序,削减余高,防止咬边及根部未焊透等缺点以削减焊接应

温馨提示:文章由作者233网校-jiangyan独立创造完结,未经著作权人赞同制止转载。
2024一建新课已上线网校大咖赵春晓、王东兴、胡宗强等教师授课,8大班级掩盖备考全程、直播+录播双模式授课、还送中心教材教辅。新教材大改,2轮精讲新课炽热更新中!免费试听